Действующий
1.2.3. При нанесении шпатлевок методом пневматического распыления их разбавляют до рабочей вязкости 18 - 20 с по вискозиметру типа ВЗ-246 (или ВЗ-4) с диаметром сопла 4 мм растворителем Р-5А или Р-5, или Р-4 по ГОСТ 7827.
Наименование показателя | Норма | Метод испытания | |
ЭП-0010 | ЭП-0020 | ||
| 1. Внешний вид шпатлевочного покрытия после высыхания | Поверхность шпатлевки должна быть ровной, однородной, без пузырей, трещин, крупинок нерастертого пигмента и механических включений | По п. 3.3 | |
| 2. Условная вязкость шпатлевочной пасты, разбавленной растворителем при температуре (20,0 +- 0,5)°С, по вискозиметру типа ВЗ-246 (или ВЗ-4) с диаметром сопла 4 мм, с | 30 - 45 | 35 - 50 | По ГОСТ 8420 и п. 3.4 настоящего стандарта |
| 3. Массовая доля нелетучих веществ шпатлевочной пасты, %, не менее | 90 | 92 | По ГОСТ 17537 и п. 3.5 настоящего стандарта |
| 4. Время высыхания до степени 4, ч, не более: | По ГОСТ 19007 | ||
| при температуре (20 +- 2)°С | 24 | 24 | |
| при температуре 65 - 70°С | 7 | 7 | |
| 5. Эластичность шпатлевочного покрытия при изгибе, мм, не более | 50 | 50 | По п. 3.6 |
| 6. Прочность шпатлевочного покрытия при ударе на приборе типа У-1, см, не менее | 40 | 40 | По ГОСТ 4765 |
| 7. Способность шлифоваться | Шпатлевка должна шлифоваться водостойкой шлифовальной шкуркой N 4 - 6 с водой | По п. 3.7 | |
| 8. Срок годности шпатлевки при температуре (20 +- 2)°С, ч, не менее: | По ГОСТ 27271 и п. 3.8 настоящего стандарта | ||
| при нанесении методом пневматического распыления | 6 | 6 | |
| при нанесении шпателем | 1,5 | 1,5 | |
| 9. Влагопоглощаемость покрытия на окрашиваемой поверхности, %, не более | 0,8 | По ГОСТ 21513 и п. 3.9 настоящего стандарта | |
Примечание. После испытания шпатлевок по показателю 6 на шпатлевочном покрытии допускается наличие поверхностной волосяной сетки, видимой без увеличительных приборов.
1.2.5.2. При производстве и применении шпатлевок должны соблюдаться требования правил санитарной и пожарной безопасности по ГОСТ 12.3.005.
1.2.5.3. Все работы, связанные с изготовлением и применением шпатлевок, должны проводиться в цехах, снабженных приточно-вытяжной вентиляцией и противопожарными средствами по ГОСТ 12.1.005.
Наименование компонента | Предельно допустимая концентрация паров вредных веществ в воздухе рабочей зоны производственных помещений, мг/м3 | Температура, °С | Концентрационные пределы воспламенения, % (по объему) | Класс опасности | ||
вспышки | самовоспламенения | нижний | верхний | |||
| Толуол | 50 | 4 | 536 | 1,25 | 6,7 | 3 |
| Ксилол | 50 | Не ниже 21 | 450 | 1,00 | 6,0 | 3 |
| Бутил-ацетат | 200 | 29 | 370 | 2,20 | 14,7 | 4 |
| Ацетон | 200 | Минус 18 | 500 | 2,20 | 13,0 | 4 |
| Этилцеллозольв | 10 | Не ниже 40 | 228 | 1,80 | 15,7 | 3 |
| Спирт этиловый | 1000 | 13 | 404 | 3,60 | 19,0 | 4 |
| Р-5А | Минус 1 | 497 | ||||
| Р-5 | 6 | 513 | ||||
| Р-4 | Минус 7 | 550 | ||||
| Гексаметилендиамин | 0,1 | 1 | ||||
| (ГМД) | ||||||
| Диетилентриамин (ДЭТА) | 2 | 87 | 365 | 2 | ||
1.2.5.4. Лица, связанные с изготовлением и применением шпатлевок, должны быть обеспечены средствами индивидуальной защиты по ГОСТ 12.4.011.
1.2.5.6. При производстве шпатлевок образуются твердые, жидкие и газообразные отходы, которые могут вызвать загрязнение атмосферного воздуха и воды.
Контроль за соблюдением предельно допустимых выбросов (ПДВ) должен осуществляться в соответствии с ГОСТ 17.2.3.02.
Все твердые и жидкие отходы, образующиеся после фильтрации, промывки оборудования, коммуникаций, чистки окрасочных камер в виде загрязненных растворителей и использованных фильтров должны быть собраны в специальные автоцистерны и емкости, своевременно вывезены и подвергнуты ликвидации в соответствии с порядком накопления, транспортировки, обезвреживания и захоронения промышленных отходов.
1.3.2. На транспортную тару должны быть нанесены манипуляционный знак "Боится нагрева" по ГОСТ 14192, знак опасности и классификационный шифр группы опасных грузов 3212 по ГОСТ 19433, серийный номер ООН - 1139.
1.4.2. Металлические и полиэтиленовые банки со шпатлевкой, предназначенные для розничной торговли, допускается упаковывать в ящики из сплошного склеенного картона.
2.3. При получении неудовлетворительных результатов периодических испытаний изготовитель проверяет каждую партию до получения удовлетворительных результатов испытаний подряд не менее чем в трех партиях.
Перед испытанием пробы шпатлевочной пасты в плотно закрытой таре доводят до температуры (20 +- 2)°С.
В зимнее время допускается перед отбором проб разогревать шпатлевочную пасту в плотно закрытой таре при температуре не выше 60°С.
Эластичность шпатлевочного покрытия при изгибе определяют на пластинках из черной жести по ГОСТ 13345 толщиной 0,25 - 0,32 мм и размером 70 X 170 мм.
Влагопоглощаемость определяют на алюминиевых пластинках по ГОСТ 21631 или ГОСТ 13726 размером 50 X 50 мм и толщиной 0,2 - 0,3 мм.
Остальные показатели определяют на пластинках из стали марок 08кп или 08пс по ГОСТ 16523 размером 70 X 150 мм и толщиной 0,8 - 0,9 мм.
Для нанесения шпатлевок применяются незагрунтованные пластинки, подготовленные по ГОСТ 8832, разд. 3.
Условную вязкость и массовую долю нелетучих веществ определяют в шпатлевочной пасте. Для определения остальных показателей шпатлевочную пасту, смешанную с отвердителем, как указано в п. 1.2.2, перед нанесением на пластинки выдерживают в течение 15 - 20 мин.
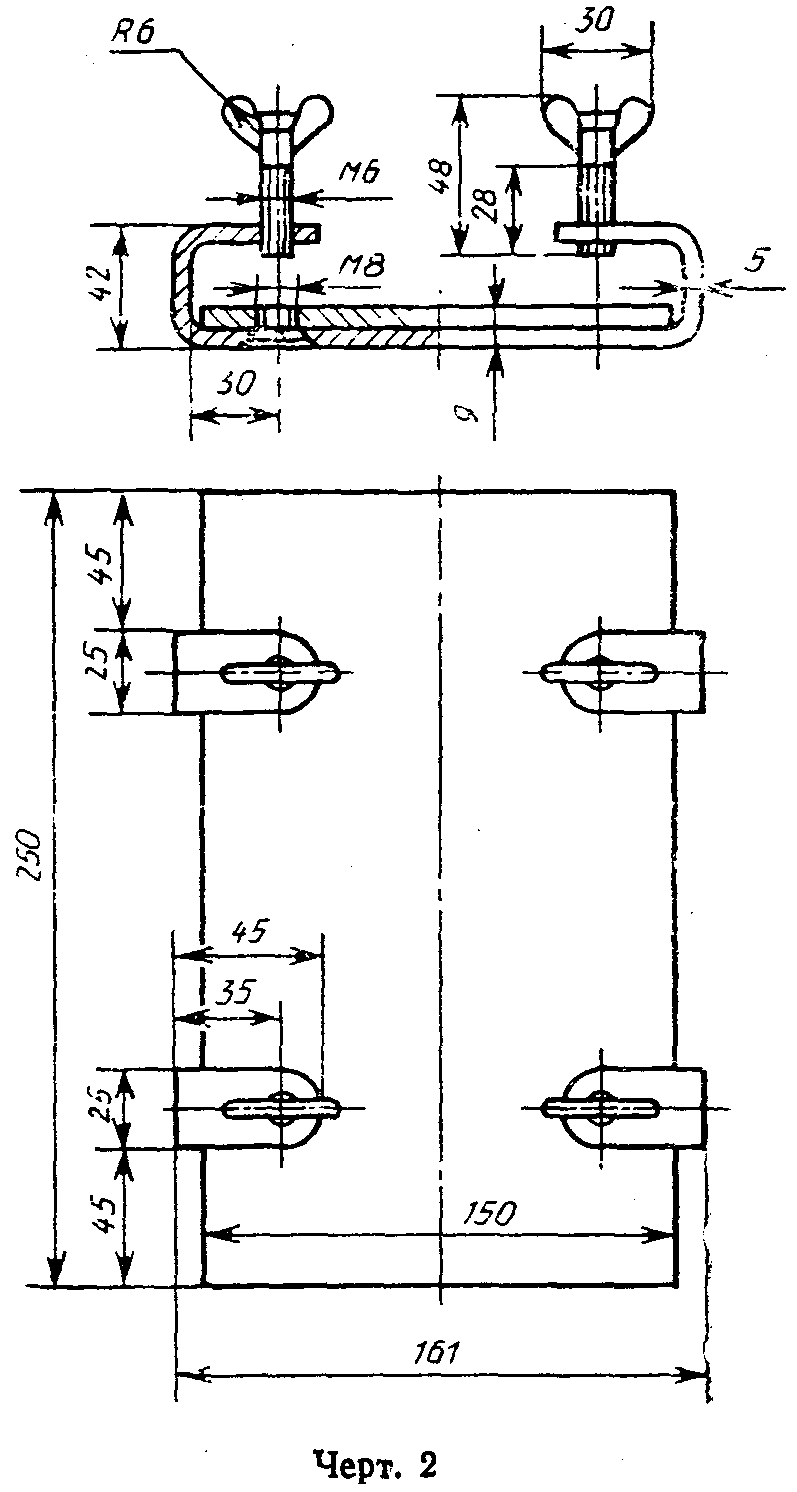
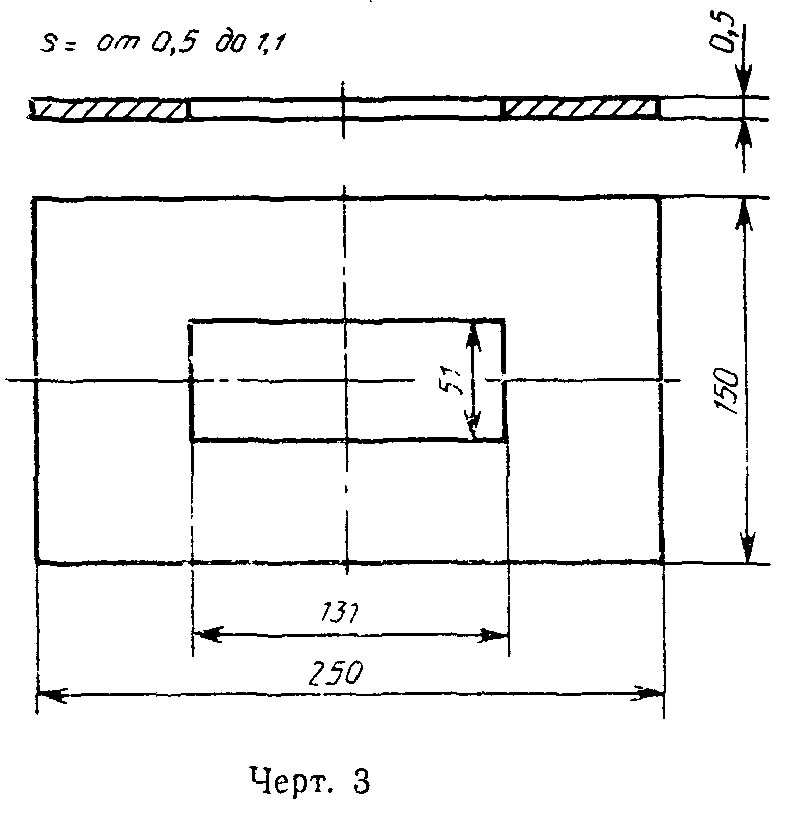
Устройство для нанесения шпатлевок (черт. 1 - 4) состоит из стальной плиты, к которой прикреплены четыре скобы с упорными барашками, прижимной стальной рамки и металлических трафаретов различной толщины. Поверхности плиты и рамки должны быть пришлифованы.
Подготовленную пластинку плотно зажимают между плитой и трафаретом при помощи рамки и упорных барашков и наносят на нее шпатлевку металлическим шпателем до краев трафарета, снимая избыток. Размер выреза в трафарете 50 х 130 мм.


Перед горячей сушкой пластинки с нанесенной шпатлевкой выдерживают при температуре (20 +- 2)°С в течение 1 ч.
После горячей сушки пластинки с нанесенной шпатлевкой выдерживают при температуре (20 +- 2)°С в течение 3 ч.
При разногласиях в оценке качества шпатлевок ЭП-0010 и ЭП-0020 по показателям 1, 5, 6 и 7 табл. 1, пластины сушат при температуре (20 +- 2)°С в течение 24 ч.