Утративший силу
3.7. Овальность определяется как половина разности наибольшего d_1 и наименьшего d_2 диаметров в одном поперечном сечении (Черт. 12).

3.8. Отклонение от угла определяется разностью реального угла альфа_1 и заданного альфа_2 (Черт. 13 и 14).
Отклонение от угла измеряют угломером или измерительной линейкой и выражают в миллиметрах или градусах.


3.9. Косина реза определяется наибольшим расстоянием от плоскости торца металлопродукции до плоскости, перпендикулярной продольным плоскостям металлопродукции и проходящей через крайнюю точку кромки торца или углом альфа между ними (Черт. 15).

Допускается косину реза плоской металлопродукции (листов, полос и слябов) определять как разность диагоналей при условии, что металлопродукция с одного торца имеет прямой угол (Черт. 16).
Косину реза измеряют измерительной линейкой и угольником или угломером и выражают в миллиметрах или градусах.

3.10. Отклонение от симметричности определяется разностью расстояний противоположных крайних точек, лежащих на поверхности металлопродукции, от оси симметрии (Черт. 17).

3.11. Притупление углов измеряют как расстояние от вершины угла, образуемого линиями пересечения смежных граней, до границ притупления.
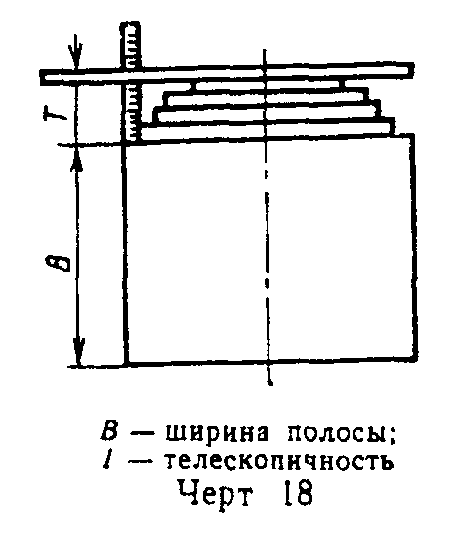
3.12. Телескопичность контролируют с помощью измерительной линейки по схеме, представленной на Черт. 18.

|
|
| 1467 × 1928 пикс. Открыть в новом окне | |

|
|
| 1455 × 2122 пикс. Открыть в новом окне | |

|
|
| 1481 × 2100 пикс. Открыть в новом окне | |

|
|
| 1472 × 2103 пикс. Открыть в новом окне | |
┌──────────────┬───────┬──────────────┬───────────┬──────────────────────┐
│Контролируемый│Единица│ Диапазон │ Класс │ Средства измерения │
│ параметр │измере-│ измерений │ точности, │ │
│ │ ния │ │погрешность│ │
│ │ │ │ средств │ │
│ │ │ │ измерений │ │
├──────────────┼───────┼──────────────┼───────────┼──────────────────────┤
│Отклонения от│ мм │ 150-1000 │ │Линейка измерительная│
│плоскостности,│ │ │ │по ГОСТ 427 │
│прямолинейнос-│ │ │ │ │
│ти, │ │ │ │ │
│симметричности│ │ │ │ │
│, формы│ │ │ │ │
│поперечного │ │ │ │ │
│сечения, │ │ │ │ │
│разнотолщин- │ │ │ │ │
│ность, │ │ │ │ │
│телескопич- │ │ │ │ │
│ность рулонов │ │ │ │ │
│ │ │ │ │ │
│ │ м │ 2-50 │На общую│Рулетка измерительная│
│ │ │ │длину │металлическая типа РЗ│
│ │ │ │от +-0,4 мм│по ГОСТ 7502 │
│ │ │ │до +-14 мм │ │
│ │ │ │ │ │
│ │ мм │ 0-125 │Класс │Штангенциркуль типа│
│ │ │ │точности 1;│ШЦ-II по ГОСТ 166 │
│ │ │ │2 │ │
│ │ │ │ │ │
│ │ мм │ 0-250 │Класс │Штангенциркуль типа│
│ │ │ │точности 1;│ШЦ-II по ГОСТ 166 │
│ │ │ │2 │ │
│ │ │ │ │ │
│ │ мм │ 0-315 │Класс │Штангенциркуль типа│
│ │ │ 0-400 │точности 1 │ШЦ-III по ГОСТ 166 │
│ │ │ 0-500 │ │ │
│ │ │ 250-630 │ │ │
│ │ │ 250-800 │ │ │
│ │ │ 320-1000 │ │ │
│ │ │ 500-1600 │ │ │
│ │ │ 800-2000 │ │ │
│ │ │ │ │ │
│ │ мм │ 0-250 │0,05 │Штангенрейсмус по ГОСТ│
│ │ │ 40-400 │ │164 │
│ │ │ 60-630 │ │ │
│ │ │ │ │ │
│ │ мм │ 0-160 │0,05 │Штангенглубиномер по│
│ │ │ 0-200 │ │ГОСТ 162 │
│ │ │ 0-250 │ │ │
│ │ │ 0-315 │ │ │
│ │ │ 0-400 │ │ │
│ │ │ │ │ │
│ │ мм │ 0-600 │Класс │Микрометр типа МК ГОСТ│
│ │ │ │точности 1 │6507 │
│ │ │ │ │ │
│ │ мм │ 0-5, │Класс │Микрометр типа МЛ│
│ │ │ 0-10, │точности 2 │(листовой) ГОСТ 6507 │
│ │ │ 0-25 │ │ │
│ │ │ │ │ │
│ │ мм │ 0-25 │Класс │Микрометр типа МТ│
│ │ │ │точности 1;│(трубный) ГОСТ 6507 │
│ │ │ │2 │ │
│ │ │ │ │ │
│ │ мм │ 160X160 │Класс │Поверочные плиты ГОСТ│
│ │ │ 2500X1600 │точности 1;│10905 │
│ │ │ │2; 3 │ │
│ │ │ │ │ │
│ │ мм │ 50-500 │Класс │Линейка поверочная│
│ │ │ 200-500 │точности 1;│типа ЛД, ЛТ, ШП ГОСТ│
│ │ │ │2 │8026 │
│ │ │ │ │ │
│ │ мм │ 0,02-1 │Класс │Щупы ТУ 2-034-225-87 │
│ │ │ │точности 1;│ │
│ │ │ │2 │ │
│ │ │ │ │ │
│ │ мм │ 0-2 │Класс │Индикаторы часового│
│ │ │ 0-5 │точности 0;│типа ГОСТ 577 │
│ │ │ 0-10 │1 │ │
│ │ │ 0-25 │ │ │
│ │ │ │ │ │
│Отклонение от│ мм │ 40-250 │Класс │Угольники поверочные│
│угла, косина│ │ │точности 1 │ГОСТ 3749 │
│реза │ │ │ │ │
│ │ │ │ │ │
│ │ мм │ 40X60 │Класс │Угольники слесарные│
│ │ │ 60X100 │точности 1;│типа VIII ГОСТ 3749 │
│ │ │ 100X160 │2 │ │
│ │ │ 160X200 │ │ │
│ │ │ 150X400 │ │ │
│ │ │ 400X630 │ │ │
│ │ │ 630Х1000 │ │ │
│ │ │ 1000X1600 │ │ │
│ │ │ │ │ │
│ │ │ 1°- 90° │+-2°; +-5°;│Угломеры с нониусом│
│ │ │ │+-15° │типа УН и УВ (наружные│
│ │ │ │ │и внутренние) ГОСТ│
│ │ │ │ │5378 │
│ │ │ │ │ │
│Отклонение от│ мм │ Наружный │0,8 │Кругломер модели 290 │
│круглости и│ │ диаметр 100; │ │ │
│разнотолщин- │ │160; 250; 400 │ │ │
│ность │ │ Внутренний │ │ │
│ │ │ диаметр 3 │ │ │
│ │ │ │ │ │
│ │ мм │ 0-600 │0,01 │Микрометр типа МК ГОСТ│
│ │ │ │ │6507 │
│ │ │ │ │ │
│ │ мм │ 0-160 │Нониус 0,1 │Штангенциркуль ШЦ-II│
│ │ │ 0-200 │ │по ГОСТ 166 │
│ │ │ 0-250 │ │ │
│ │ │ │ │ │
│ │ мм │ 50 │Цена │Толщиномеры и│
│ │ │ │деления 0,1│стекломеры │
│ │ │ │ │индикаторные типа ТР│
│ │ │ │ │25-60 С-50 ГОСТ 11358 │
│ │ │ │ │ │
│ │ мм │ 0-150 │0,005 │Микроскоп │
│ │ │ │ │инструментальный, │
│ │ │ │ │универсальный типа БМИ│
└──────────────┴───────┴──────────────┴───────────┴──────────────────────┘
┌────────────┬──────────┬──────┬────────────┬───────────┬─────────────────┐
│Контролируе-│ Единица │Диапа-│Погрешность │ Дискрет- │ Рекомендуемое │
│мый параметр│измерения │ зон │ измерения │ ность │ средство │
│ │ │изме- │ │контроля по│ измерения │
│ │ │рений │ │ длине │ │
│ │ │ │ │ проката │ │
├────────────┼──────────┼──────┼────────────┼───────────┼─────────────────┤
│Отклонение │% от│0-2% │По ГОСТ│Шаг │\ Телевизионный │
│от круглости│диаметра │ │8.051 │поступате- ││ автоматический │
│ │ │ │ │льно-враща-││ измеритель │
│ │ │ │ │тельного ││ размеров типа │
│ │ │ │ │движения от││ ТАИР-1- 5, │
│ │ │ │ │0,1 до 3 м ││ ТАИР-2-6 │
│ │ │ │ │ ││ или другие │
│ │ │ │ │ │ >оптоэлектронные│
│ │ │ │ │ ││ измерители │
│ │ │ │ │ ││ │
│Отклонение │% от│0-2% │То же │От 0,1 до││ │
│от │ширины │ │ │3 м ││ │
│симметрично-│ │ │ │ ││ │
│сти фасонных│ │ │ │ ││ │
│профилей │ │ │ │ │/ │
└────────────┴──────────┴──────┴────────────┴───────────┴─────────────────┘
Контроль притупления внешних углов квадрата со стороной до 50 мм и шестигранника проводят шаблонами, выполненными в соответствии с Черт. 19 и Черт. 21.
Шаблон с прорезями, имитирующими границы притупления, прикладывают на угол соответствующего профиля.
┌────────────┬────────┬────────┬─────────┬──────────┬────────┬──────────┐
│ Сторона │ До 12 │ Св. 12 │Св. 20 ДО│ Св. 30 │ Св. 50 │Св. 100 до│
│квадрата, а │ │ до 20 │ 30 │ до 50 │ до 100 │ 150 │
├────────────┼────────┼────────┼─────────┼──────────┼────────┼──────────┤
│Притупление │ 0,6 │ 1,0 │ 1,5 │ 2,5 │ 3,0 │ 4,0 │
│углов, b │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
│Ширина │ 0,8 │ 1,4 │ 2,1 │ 3,5 │ 4,2 │ 5,6 │
│прорези, с │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
│Глубина │ 3,0 │ 4,0 │
│прорези, d │ │ │
└────────────┴───────────────────────────┴──────────────────────────────┘
Для квадрата со стороной более 50 мм контроль притупления проводят с помощью шаблона, выполненного по Черт. 20. На угольник шаблона наносятся деления от 5 до 30 мм.

