Действующий
Примечание. Наименьший внутренний диаметр труб, измеряемых микрометром типа МТ, должен быть 8 или 12 мм.
|
|
| 1406 × 956 пикс. Открыть в новом окне | |

|
|
| 1569 × 943 пикс. Открыть в новом окне | |

|
|
| 1418 × 972 пикс. Открыть в новом окне | |
|
|
| 1741 × 913 пикс. Открыть в новом окне | |
|
|
| 1428 × 541 пикс. Открыть в новом окне | |

|
|
| 1606 × 531 пикс. Открыть в новом окне | |
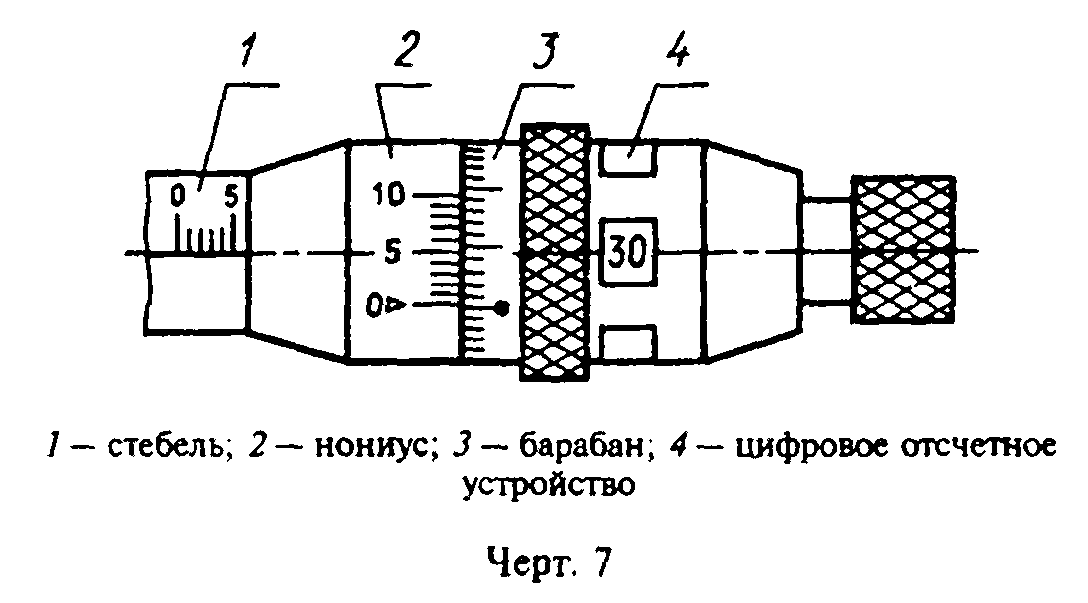
- со значением отсчета по нониусу 0,001 мм - при отсчете показаний по шкалам стебля и барабана с нониусом (черт. 7 и 8);
- с шагом дискретности 0,001 мм - при отсчете показаний по электронному цифровому отсчетному устройству и шкалам стебля и барабана (черт. 9).
|
|
| 1088 × 603 пикс. Открыть в новом окне | |

|
|
| 747 × 618 пикс. Открыть в новом окне | |

|
|
| 1303 × 675 пикс. Открыть в новом окне | |
1.3. Основные параметры, размеры и классы точности микрометров должны соответствовать установленным в табл. 1.
┌───────────┬─────────────────────────────────────────────────────────┬───────────┬────────────────┐
│ Тип │ Диапазон измерений микрометра с отсчетом показаний │ Шаг │ Измерительное │
│микрометра ├─────────────────────┬────────────┬──────────────────────┤микрометри-│ перемещение │
│ │ по шкалам стебля и │ по шкалам │ по электронному │ ческого │ микровинта │
│ │ барабана классов │ стебля и │ цифровому устройству │ винта │ │
│ │ точности │ барабана с │ классов точности │ │ │
│ │ │ нониусом │ │ │ │
│ ├───────────┬─────────┤ ├───────────┬──────────┤ │ │
│ │ 1 │ 2 │ │ 1 │ 2 │ │ │
├───────────┼───────────┴─────────┴────────────┴───────────┴──────────┼───────────┼────────────────┤
│ МК │ 0-25; 25-50; 50-75; 75-100 │ 0,5 │ 25 │
│ ├──────────────────────────────────┬──────────────────────┤ │ │
│ │ 100-125; 125-150; │ - │ │ │
│ │ 150-175; 175-200; │ │ │ │
│ │ 200-225; 225-250; │ │ │ │
│ │ 250-275; 275-300 │ │ │ │
│ ├─────────────────────┬────────────┤ │ │ │
│ │ 300-400; │ - │ │ │ │
│ │ 400-500; │ │ │ │ │
│ │ 500-600 │ │ │ │ │
├───────────┼───────────┬─────────┴────────────┴──────────────────────┼───────────┼────────────────┤
│ МЛ │ - │ 0-5 │ 1,0 │ 5 │
│ │ ├─────────────────────────────────────────────┤ ├────────────────┤
│ │ │ 0-10 │ │ 10 │
│ │ ├─────────────────────────────────────────────┤ ├────────────────┤
│ │ │ 0-25 │ │ 25 │
├───────────┼───────────┴─────────────────────────────────────────────┼───────────┤ │
│ МТ │ 0-25 │ 0,5 │ │
├───────────┼─────────────────────────────────────────────────────────┤ │ │
│ МЗ │ 0-25; 25-50; 50-75; 75-100 │ │ │
├───────────┼─────────────────────────────────────────────────────────┤ ├────────────────┤
│ МГ │ 0-15 │ │ 15 │
│ ├─────────────────────────────────────────────────────────┤ ├────────────────┤
│ │ 0-25 │ │ 25 │
│ ├───────────┬─────────┬───────────────────────────────────┤ ├────────────────┤
│ │ - │ 0-50 │ - │ │ 50 │
├───────────┼───────────┴─────────┴───────────────────────────────────┤ ├────────────────┤
│ МП │ 0-10 │ │ 10 │
└───────────┴─────────────────────────────────────────────────────────┴───────────┴────────────────┘
На концах микрометрического винта и пятки на длине до 4 мм допускается уменьшение диаметра, но не более чем на 0,1 мм.
1.5. Электрическое питание микрометров с электронным цифровым отсчетным устройством должно быть от встроенного источника питания.
Электрическое питание микрометров, имеющих вывод результатов измерений на внешние устройства, - от встроенного источника питания и (или) от сети общего назначения через блок питания.
Пример условного обозначения гладкого микрометра с диапазоном измерения 25-50 мм 1-го класса точности:
То же, гладкого микрометра с электронным цифровым отсчетным устройством с диапазоном измерения 50-75 мм:
2.1.1.1. Микрометры изготовляют в соответствии с требованиями настоящего стандарта по конструкторской документации, утвержденной в установленном порядке.
2.1.1.3. Предел допускаемой погрешности микрометра в любой точке диапазона измерений при нормируемом измерительном усилии и температуре, не превышающей значений, установленных в табл. 2, а также допускаемое изменение показаний микрометра от изгиба скобы при усилии 10 Н, направленном по оси винта, должны соответствовать установленным в табл. 3.
┌───────────────────────────────────┬────────────────────────────────────┐
│ Верхний предел измерений │Допускаемое отклонение температуры │
│ микрометра, мм │ от 20°С, °С │
├───────────────────────────────────┼────────────────────────────────────┤
│До 150 │ +-4 │
│ │ │
│Св. 150 " 500 │ +-3 │
│ │ │
│ " 500 " 600 │ +-2 │
└───────────────────────────────────┴────────────────────────────────────┘
┌───────┬────────────┬───────────────────────────────────────────────────┬─────────────┐
│ Тип │ Верхний │ Предел допускаемой погрешности микрометра с │ Допускаемое │
│микро- │ предел │ отсчетом показаний │ изменение │
│ метра │ измерений │ │ показаний │
│ │микрометра, │ │микрометра от│
│ │ мм │ │изгиба скобы │
│ │ │ │ при усилии │
│ │ │ │ 10 Н │
│ │ ├───────────────────┬───────────┬───────────────────┤ │
│ │ │по шкалам стебля и │ по шкалам │ по электронному │ │
│ │ │ барабана классов │ стебля и │ цифровому │ │
│ │ │ точности │барабана с │устройству классов │ │
│ │ │ │ нониусом │ точности │ │
│ │ ├─────────┬─────────┤ ├─────────┬─────────┤ │
│ │ │ 1 │ 2 │ │ 1 │ 2 │ │
├───────┼────────────┼─────────┼─────────┼───────────┼─────────┼─────────┼─────────────┤
│ МК │ 25 │ +-2,0 │ +-4,0 │ +-2,0 │ +-2,0 │ +-4,0 │ 2,0 │
│ ├────────────┼─────────┤ │ │ │ │ │
│ │ 50 │ +-2,5 │ │ │ │ │ │
│ ├────────────┤ │ ├───────────┤ │ ├─────────────┤
│ │ 75 │ │ │ +-3,0 │ │ │ 3,0 │
│ ├────────────┤ │ │ ├─────────┤ │ │
│ │ 100 │ │ │ │ +-3,0 │ │ │
│ ├────────────┼─────────┼─────────┤ ├─────────┴─────────┼─────────────┤
│ │ 125; 150 │ +-3,0 │ +-5,0 │ │ - │ 4,0 │
│ ├────────────┤ │ │ │ ├─────────────┤
│ │ 175; 200 │ │ │ │ │ 5,0 │
│ ├────────────┼─────────┼─────────┼───────────┤ ├─────────────┤
│ │ 225; 250; │ +-4,0 │ +-6,0 │ +-4,0 │ │ 6,0 │
│ │ 275; 300 │ │ │ │ │ │
│ ├────────────┼─────────┼─────────┼───────────┤ ├─────────────┤
│ │ 400 │ +-5,0 │ +-8,0 │ - │ │ 8,0 │
│ ├────────────┤ │ │ │ ├─────────────┤
│ │ 500 │ │ │ │ │ 10,0 │
│ ├────────────┼─────────┼─────────┤ │ ├─────────────┤
│ │ 600 │ +-6,0 │ +-10,0 │ │ │ 12,0 │
├───────┼────────────┼─────────┼─────────┼───────────┼─────────┬─────────┼─────────────┤
│ МЛ │ 5; 10; 25 │ - │ +-4,0 │ +-2,0 │ +-2,0 │ +-4,0 │ 2,0 │
├───────┼────────────┼─────────┤ │ │ │ │ │
│ МТ │ 25 │ +-2,0 │ │ │ │ │ │
├───────┼────────────┼─────────┼─────────┤ ├─────────┼─────────┤ │
│ МЗ │ 25 │ +-4,0 │ +-5,0 │ │ +-3,0 │ +-5,0 │ │
│ ├────────────┤ │ ├───────────┤ │ │ │
│ │ 50 │ │ │ +-3,0 │ │ │ │
│ ├────────────┤ │ │ │ │ ├─────────────┤
│ │ 75 │ │ │ │ │ │ 3,0 │
│ ├────────────┤ │ │ │ │ │ │
│ │ 100 │ │ │ │ │ │ │
├───────┼────────────┼─────────┼─────────┼───────────┼─────────┼─────────┼─────────────┤
│ МГ │ 15; 25 │ +-1,5 │ +-3,0 │ +-2,0 │ +-2,0 │ +-3,0 │ - │
│ ├────────────┼─────────┼─────────┼───────────┼─────────┼─────────┤ │
│ │ 50 │ - │ +-4,0 │ - │ - │ - │ │
├───────┼────────────┼─────────┤ ├───────────┼─────────┼─────────┼─────────────┤
│ МП │ 10 │ +-2,0 │ │ +-2,0 │ +-2,0 │ +-4,0 │ 2,0 │
└───────┴────────────┴─────────┴─────────┴───────────┴─────────┴─────────┴─────────────┘
2. Погрешность микрометра типа МЗ определяют по мерам с цилиндрическими измерительными поверхностями, установленными на расстоянии 2-3 мм от края измерительных поверхностей микрометра.
┌───────────────┬─────────────────────┬─────────────────────────────────┐
│Тип микрометра │ Верхний предел │ Допуск параллельности плоских │
│ │измерений микрометра,│ измерительных поверхностей │
│ │ мм │микрометра, мкм, классов точности│
│ │ ├────────────────┬────────────────┤
│ │ │ 1 │ 2 │
├───────────────┼─────────────────────┼────────────────┼────────────────┤
│ МК │ 25 │ 1,5 │ 2,0 │
│ ├─────────────────────┼────────────────┤ │
│ │ 50 │ 2,0 │ │
│ ├─────────────────────┼────────────────┼────────────────┤
│ │ 75; 100 │ 3,0 │ 3,0 │
│ ├─────────────────────┤ ├────────────────┤
│ │ 125; 150; 175; 200 │ │ 4,0 │
│ ├─────────────────────┼────────────────┼────────────────┤
│ │ 225; 250 │ 4,0 │ 6,0 │
│ ├─────────────────────┼────────────────┼────────────────┤
│ │ 275; 300; 400 │ 5,0 │ 8,0 │
│ ├─────────────────────┼────────────────┼────────────────┤
│ │ 500 │ 7,0 │ 10,0 │
│ ├─────────────────────┤ ├────────────────┤
│ │ 600 │ │ 12,0 │
├───────────────┼─────────────────────┼────────────────┼────────────────┤
│ МЗ │ 25; 50 │ 2,0 │ 2,0 │
│ ├─────────────────────┼────────────────┼────────────────┤
│ │ 75; 100 │ 3,0 │ 3,0 │
└───────────────┴─────────────────────┴────────────────┴────────────────┘
2.1.1.5. Допуск плоскостности плоских измерительных поверхностей микрометра должен соответствовать установленному в табл. 5.
┌────────────────────────┬──────────────────────────────────────────────┐
│ Тип микрометра │ Допуск плоскостности измерительных │
│ │поверхностей микрометра, мкм, классов точности│
│ ├───────────────────────┬──────────────────────┤
│ │ 1 │ 2 │
├────────────────────────┼───────────────────────┼──────────────────────┤
│МК, МЛ, МТ, МГ, МП │ 0,6 │ 0,9 │
├────────────────────────┼───────────────────────┤ │
│МЗ │ 0,9 │ │
└────────────────────────┴───────────────────────┴──────────────────────┘